飞新照明有限公司水平线同步控制系统
发布时间:2019-08-02 16:20:50来源:
1.设备介绍 2.2 上位机系统 2.3 系统提速 2.4 声光报警 3. 设备性能指标 3.2 同步/主驱动总体要求
飞新照明有限公司水平线涂粉(Coating)、主线(Mainline)和辅线(Side line)三大部分组成。
主线设备包括:
1. 插粉机(Marking & wiping,MWM),控制整条生产线是否上粉管,将粉管打上商标印,并将商标印烤干。用煤气火头烘烤粉管两端,再用旋转钢丝刷刷掉粉管两端内外多余的荧光粉,并用真空将粉尘吸走。
2. 烤管炉(Sintering oven,SO),用煤气辐射火头将粉管烘烤至一定温度,使荧光粉中的不稳定物质充分分解,挥发。
3. 封口排气机(Sealing & pumping,SPM),封口部分:28个封口工位将从辅线芯柱链上供应的芯柱及烤管炉供应的粉管用煤气火头完全封接。排气部分:设备包括28个排气工位及5台真空泵,将封好口的粉管通过28个排气工位连接到真空系统上将灯管内的空气排掉并冲入一定数量的惰性气体。在排气过程中对灯管两端的灯丝进行加热,使涂在灯丝上的电子粉充分分解挥发并随空气排出。
4. 穿线烤头机(Threading & capping mill,TCM),穿线部分:将刮好焊泥的铝帽装到排好气的灯管上,使导丝准确穿过铜针后压焊并切掉多余的导丝。烤头部分:用煤气火头烘烤铝帽,使焊泥牢固连接灯管与铝帽。
5. 两台焊泥机(Cap filler,CF1,CF2),将空的铝帽刮上焊泥。
6. 老炼机(Ager,FTM)和包装机(Packing,PM),将灯管充分启跳、燃点,改善启跳性能。同时检测灯管的绝缘耐压性能。将每一根成品灯管用纸套包装起来。
设备布置如下图所示: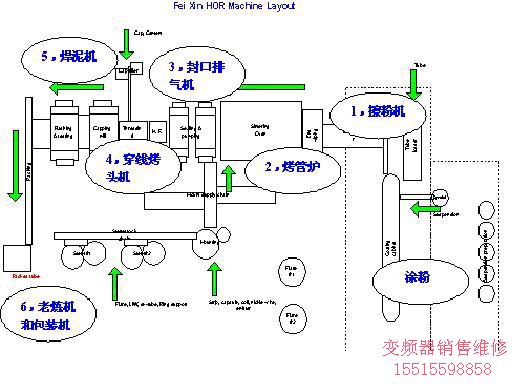
2.电气系统改造内容及要求
2.1 旧系统改造
2.1.1 本次改造涉及更新水平线主线同步系统所有电气系统。
2.1.2 更新所有传感器件及驱动元件。
2.1.3 更新所有控制及动力电缆。
2.1.4 更新所有的控制柜及控制柜内部器件。
2.1.5 更新所有操作盒及内部器件。
2.1.6 更新主线同步系统。
2.1.7 同步系统中封口排气机及穿线烤头机驱动马达须更换。
2.1.8 更新同步系统时必须保证旧系统的完整性和可恢复性。
系统需预留与上位机通讯接口(通过Profi-Bus),能够向上位机提供生产数据及设备运行状况和故障诊断信息。
2.3.1 系统电气部分设计时要确保以后电气系统在不增加任何费用的情况提速至如下速度:
2.3.2 主线正常生产速度为3050/小时,系统设计应考虑将来可提速至3600/小时。
2.3.3 辅线正常生产速度为6480/小时(芯柱机为3240/小时),系统设计应考虑将来可提速至7200/小时。
2.3.4 涂粉正常生产速度为3400/小时,系统设计应考虑将来可提速至4000/小时。
2.5.1 报警能够对设备故障或生产质量问题给出报警及指示。
2.5.2 不同类型报警能够辨别。
3.1 总体要求
3.1.1 生产速度维持在3050支/小时,并在无需额外投资情况下提速至3400支/小时(辅线7200只/小时,涂粉4000支/小时)。生产运行速度误差为设定速度的0.2%以内。
3.1.2 设备性能验收时设备故障率必须达到1%以内。设备初步验收时设备故障率必须达到连续7个生产日在0.5%以内。设备运行比较终验收时故障率必须达到连续60个生产日在0.1%以内,比较终验收后故障率必须在0.1%以内。
3.1.3 性能验收前设备平均无故障时间必须达到8小时。初步验收前设备平均无故障时间必须达到24小时。设备平均无故障时间在比较终验收前必须达到500小时以上,比较终验收后必须达到500小时以上。
3.1.4 水平线生产是全年365天不间断运行,控制系统必须保证其正常运行
3.2.1 设备之间的相位差调整采用两种方式:一,方便地调整编码器的物理相位以调整相位差,二,在软件中设置相位差。
3.2.2 同步系统要求同步的所有设备能单独运行而不受其它设备运行状况的影响,不能因一台设备的状况而影响其它设备之间的同步(包括断电)。一台设备处于维修或点动(手动低速运行)状况时其它设备同步不受影响。与现有同步系统功能完全一致。
3.2.3 同步精度系统同步精度要求能够达到生产要求(在0.5度以内)。
3.2.4 达到同步状态时间应在4秒以内。
3.2.5 同步系统安全回路必须和控制系统安全回路连接,当控制系统安全回路动作时同步系统安全回路必须作用,设备立即停机。
3.2.6 传动系统必须有过载保护功能,当设备负载过大时,系统能够自动停机,以避免设备撞机。
3.2.7 封口排气机启动时需检测负载电流低速启动。
3.2.8 每台设备都可以点动运行,点动运行的速度可设定。
3.3.9 同步系统通过PROFIBUS通讯将运行信息上传至PLC及上位机,在同步改造项目中必须做好通讯的硬件接口及将来与PLC及上位机通讯的软件编程。
4. 系统实施
水平线的传动同步系统由六台丹佛斯变频器分别加装同步卡及Profibus-DP通讯卡组成,分别安装在两个控制柜内。每台变频器通过采集主机(VLT6)的速度信号和从机(各自控制的机器)编码器的速度和相位,自动调整变频器输出频率,保持从机和主机的角度同步运行。通讯卡的功能是和上位机进行通讯,可以将变频器的运行数据传送到上位机中。其中1号控制柜包括插粉机变频器(VLT1), 烤管炉变频器(VLT2), 封排机变频器(VLT3)。2号控制柜包括穿线烤头机变频器(VLT4), 老练机变频器(VLT5)及主机变频器(VLT6)。
4.1 功能分析
主机变频器(VLT6)的功能是模拟主轴的编码器信号,通过同步卡上的MK3B插口输出至各变频器,控制整条生产线的生产速度(在参数762中调节,单位个/小时),其余变频器作为从机,随时跟随主机的速度和相 位,控制各自的电机保持角度同步。各从机的编码器安装在从机的主传动轴上,保证编码器的转速与输送速度成一固定的比例。我们目前的安装传动比为1:1,即编码器转一圈,从机转过一个工位。
注意:变频器内的计算是以四分相脉冲计算,即1024P/R的编码器,每转接受到的脉冲数是4*1024=4096个脉冲,这与伺服的原理是一样的,大大提高了精度。从同步卡的说明书可以看出,同步卡的主要功能是控制两轴同步,同步的方式有速度同步,位置同步及检索脉冲同步。主从机之间还可以设定同步比例。还可以自由编程,灵活应用。
根据现场实际情况及用户要求,我们选用精度比较高的带检索脉冲的同步功能。同步比(参数713:714)设定为1:1。同时,主机的虚拟主机信号内包括检索信号,从机编码器的Z相脉冲作从机的检索脉冲,每接收到这两个信号,变频器作一次校对,根据两个检索脉冲的偏差,调整从机的速度。当然这两个检索脉冲之间允许有固定偏差(参数712 DEGREE OFFSET)。如从机的检索脉冲滞后300个脉冲,变频器就把从机的速度提高,使从机多走300个脉冲,然后根据同步比调整速度。这样保证了整个同步系统连续运行,没有累计误差。
5. 操作
主机没有任何操作,只需要设定生产速度(P762),若需要提高生产速度,修改参数762,单位是每小时的生产数量。此数据是失电保持。
从机的操作分为同步运行和点动运行。
同步运行:把同步运行控制插头插入控制电路的插座内,按原设备上的启动/停止按钮即可控制电机运行/停车,启动后电机开始加速到一定速度,并跟随主机的速度和相位,当误差小于一定数值时,变频器送出已经处于同步状态的信号返回原控制系统,此时可以上料并生产。当由于机械原因(如更换编码器等)使本机和别的机器产生相位偏差,可以调整参数712(DEGREE OFFSET 单位:度),此参数表示从机超前主机的角度。也可以调整编码器安装的角度。
点动运行:把点动按钮合插入控制电路的插座内,即可控制机器点动运行,点动时变频器处于开环控制状态。点动的速度在参数763中调节,单位:比较高频率的百分比。
当控制电路的插座为空时,机器处于停止状态,此时无法启动机器。当联锁信号或急停按钮按下,机器也无法启动