台达A2系列伺服器在精密生产线上应用案例
发布时间:2019-08-02 16:23:43来源:
随着制药企业“GMP”新标准认证制度的实施,为制药企业对制药装备提出了更高的目标和要求。同样为制药装备厂家提供了前所未有的发展机遇和市场空间,但是传统的制药机械机械结构已经和控制方案已经不能满足现有的制药行业发展的需求,新一代的制药机械将可以提供更高精度的,更高自动化程度的控制工艺,来不断迎接市场的挑战!
本文以药品水针剂生产灌装生产线高精度同步灌装工艺为案例,详述了如何利用台达A2伺服独有的电子凸轮功能配合全新pr运动控制模式,仅以外置编码器作为命令来源,即可实现液体灌装速度和送瓶速度实时保持高精度同步。同时利用伺服By-pass功能,无需昂贵的运动控制器的参与,即可实现高性价比的一主多从多轴伺服同步控制控制方案。
2. 机械设计和工艺要求
1) 机械结构设计
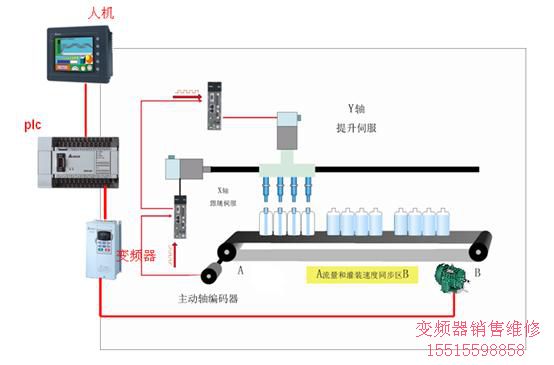
灌装同步生产线,主要分为送瓶轴拖链、水平跟踪轴和垂直跟踪轴3部分构成,如下图所示。

早期药机同步灌装,送瓶轴拖链、水平跟踪轴和垂直跟踪轴3部分动力来源均为送瓶拖链电机输出。多是以机械凸轮通过多级机械传动,带动两个实体凸轮机构来实现同步。实体的凸轮加工需要高精密的CNC加工中心才能生产,生产成本较高,而且调试和安装起来非常麻烦,并且随着使用时间增加,机械的磨损会影响到同步灌装的精度,后期维护费用很高,产品换型困难。
台达A2系列伺服电子凸轮功能就是针对上述问题而开发的智能型伺服系统。
伺服灌装同步生产线,仍然分为送瓶轴拖链、水平跟踪轴和垂直跟踪轴3部分构成,只是在机械结构上,摒弃了传统的机械凸轮连接,取而代之的是两颗高精度伺服系统,通过精密丝杆分别控制水平跟踪轴(X轴)和垂直跟踪轴(Y轴)的位移。其伺服系统的命令来源均为安装在送瓶拖链上的高解析度编码器提供。控制架构如下图所示:
l 详细机械数据如下:
ü 主编码器分辨率为2000p/r,凸轮一周,编码器旋转2圈,采集脉冲数量16000ppr,5v差动信号。
ü 主电机由变频器控制工作频率在0~50hz。
ü X/Y滑台丝杆的螺距为10mm,X/Y伺服编码器分辨率通过电子齿轮比功能设定为100000ppu。
ü 轴同步的区域长度为A~B=240mm。Y轴插入的距离为40mm。