S7-400在太钢热连轧步进式加热炉中的应用案例
发布时间:2019-08-02 16:23:49来源:
1. 项目实施地及行业背景
本项目的使用方为太原钢铁有限公司热连轧厂,太原钢铁有限公司位于山西省太原市尖草坪区,是我国比较大的特种钢生产基地,其主营的不锈钢、硅钢等产品的市场占有率目前在国内居于领先地位。
2. 项目简要工艺
本项目应用于太钢热连轧步进式加热炉。项目实施后,实现了传动控制、燃烧控制的全自动化操作。传动控制的功能是:实现机械电气设备的自动化操作、包括装出料辊道、装出钢设备、步进机械等。燃烧控制的功能是:实现温度的精确控制、改善了炉膛气氛、温度场的分布。达到了从温度、流量、压力控制的整体系统的稳定,适应了太钢生产节奏快、钢种多、加热制度复杂的要求。
3. 新旧系统的对比,及项目中使用的西门子自动化产品的型号、数量、类型、控制对象。
旧项目使用西屋(WESTHOUSE)公司的WDPF控制系统,此系统分为DPU及MAC两部分,其中DPU用于加热炉的燃烧控制、MAC系统用于加热炉的机械电气设备的控制。旧项目控制系统使用近十年之久,由于硬件老化、软件升级困难,使得故障率增加,影响了生产的正常运行。随着近几年加热理论的不断发展、新的燃烧技术已经大规模地应用,生产全自动化操作理念已日益深入人心。由于受到旧有系统在硬件、软件方面的限制,新的技术、理念无法实施。
本项目中,有三座加热炉属改造、一座新建。共使用了共9套S7-400型PLC。型号为:6ES7416-2XK02-0AB0。每座加热炉使用两套PLC分别作为传动控制、及燃烧控制,另有一套作为公用辅助设备的传动控制,取代原有的DPU及MAC系统。
本项目实施前,旧系统共用20面控制柜。项目实施后,在没有减少输入输出点的情况下,新系统只使用8面控制柜。新硬件的使用,使得控制的精度、及处理的速度有了进一步的提升。西门子软件开发系统的支持,也使得一些新技术实现成为现实。
4. 以下为已经投产的照片。其中图A中所示为正在将冷坯装入炉内的情形,图B中所示为正在将加热后的钢坯出炉时情形:

图A
图B
二、 控制系统构成
1. 在本项目中每座加热炉由于控制对象、实现功能的划分、各配置两套PLC分别用于传动控制、燃烧控制。每套PLC均由主机架部分与远程ET200分站组成。主机架均配置以太网卡与二级计算机及HMI服务器进行通讯。各传动PLC与公共PLC间有大量的信号进行交换,为了减少以太网的通讯负担,保证信号的实时性,所以各传动PLC与公共PLC采用MPI网络进行通讯。由于远程设备多、且有些远程设备在地理位置上比较集中,采用CPU通过PROFIBUS与远程ET200通讯的结构既能保证了系统整体快速响应,又能大大降低布线成本,是一个性价比极为合理的解决方案。
2. 以公共PLC的硬件配置图为例,其它的硬件配置不在此赘述:
公共PLC硬件配置图如图1:
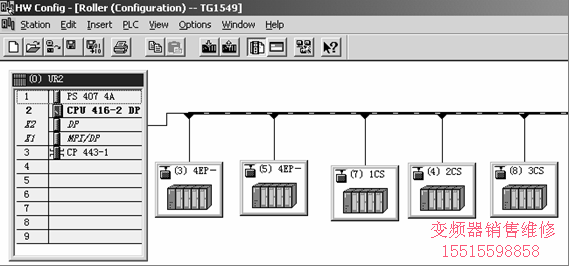
图1