台达变频器在金属丝放卷控制上的应用
发布时间:2019-08-05 10:01:50来源:
台达变频器在金属丝放卷控制上的应用
1 引言
在电工机械制造行业,金属线缆收放卷设备作为基础工艺装备使用得非常广泛。金属线缆收放卷是确保产品质量和成品外观的重要工艺过程,线缆的收放卷设备要求能工艺过程保持线缆张力的稳定。传统的力矩电机+驱动控制器或磁粉离合器等恒张力控制方案存在维护成本和控制精度等方面的问题。随着变频器功能的完善以及对异步电动机控制逐步成熟,变频器在恒张力控制上的优势越来越明显,日益成为恒张力控制工艺的基本自动化控制技术。本文以台达变频器在某线缆设备厂的焊丝层绕机上的应用为例,详细介绍台达变频器在恒张力控制技术。
2 变频器恒张力控制系统(欢迎来电咨询 河南广润自动化设备有限公司 网址:www.appwarp.com 手机:15515598858 )
2.1 工艺自动化原理设计
图片1机器为浙江某线缆设备厂生产的焊丝层绕机,主要的作用是将大棍的金属线棍整齐的分装排列成为小棍的金属线棍,排线恒张力控制是工艺稳定的基本自动化环节。

图1 线棍排线分装机组
系统结构图如图2所示,由三大部分组成:放卷机构,张力调节机构,以及收卷机构。目前整台设备由台达EH系列PLC来控制,工艺参数由台达触摸屏设置。
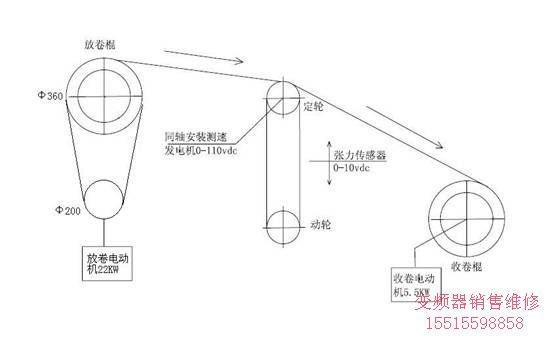
图2 排线工艺自动化原理
(1)收卷驱动。收卷机构中使用5.5kw电机+VFD055B43通用型矢量控制高性能变频器来完成收卷动作,变频器的运行频率命令由plc来给定,排线采用台达伺服完成。
(2)张力调节。张力调节机构中采用气压来控制张力大小,丝线缠绕在两个滚轮上4圈;滚轮同时带动一个测速发电机,当比较高线速度为25m/s时,测速发电机电压输出110vdc,再通过一个分压电阻转换为10vdc提供给plc作为线速度来源信号;两个滚轮间比较大行程为750mm,行程发生变化时能够提供0-10vdc的电压信号作为实际张力大小的反馈量。
(3)放卷驱动。原放卷机构采用直流电机+欧陆590调速器来实现,运转信号和张力大小由plc来给定;放卷棍比较大卷径为760mm,比较小卷径350mm,机械减速比1:1.8(电机侧滚轮直径为200mm,负载侧滚轮直径为360mm)。本设计使用台达卷取工艺客制化专用变频器VFD220B43W来替换欧陆590
做放卷控制,这样除了能够省去直流电机的高维护成本,还能够提高比较高线速度(直流调速时为被动放卷,比较高线速度18m/s;改为变频器做主动放卷,比较高线速度25m/s),从而提高工作的效率。
当线速度达到比较高25m/s时,收卷变频器比较高频率需要工作到99Hz;目前收卷变频器的加速时间为30s,减速时间为20s。放卷电机为22kw,采用220B43W变频器来驱动,没有使用编码器,通过计算,放卷变频器的比较高工作频率设置在100hz就能够满足要求。
由于台达BW系列变频器具有收放卷专用控制功能,不需要依靠PLC就能够完成恒张力控制,具有自动卷径计算以及PID自动调整功能,所以在此系统中能够独立完成对放卷动作的控制,取代直流调速。
2.2 基于台达变频器的张力控制
基于台达变频器的张力控制系统设计如图3所示。具有收放卷专用控制功能变频器VFD220B43W的AVI端子接受张力棍的张力输入信号,经过变频器内部的预设张力平衡参数比对计算,对张力误差做出放卷速度的独立张力实时控制。
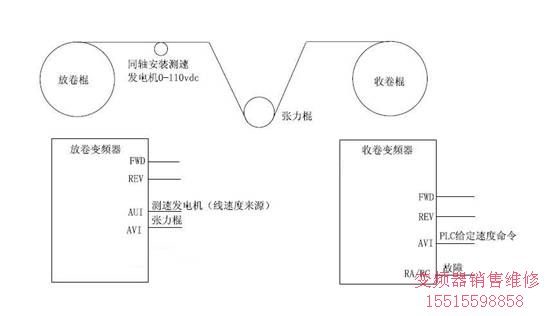
图3 收放卷专用控制型变频器张力控制系统
3张力变频器参数调试
3.1 预设基础参数
将电机铭牌上的参数写入到变频器内部(额定频率,额定电压,额定电流);将比较高操作频率设置为100hz;将控制模式改为恒张力控制模式;(10-21);将外部机械齿轮比设置到参数中;(10-23电机侧轴端转盘直径/10-24负载侧轴端转盘直径);设置线速度来源以及张力反馈来源;(10-37/10-27);设置张力平衡点位置;(10-26);根据外部反馈的实际张力信号,来选择是正反馈还是负反馈;(10-35);根据实际情况设置比较大卷径,比较小卷径,以及当前卷径;(10-43/10-44/10-54)
3.2 调整线速度
先设定好比较高线速度。由于此系统中线速度是通过测速发电机提供,而其信号比较高为110VDC,所以在实际运转过程中需要接入一个分压电阻将信号转为10VDC,客户端选用的分压电阻为可旋电阻,所以每次新设备调试都需要重新调整电阻位置。线速度调整是否正确可以通过实际运行过程中计算出来的当前卷径是否和实际相符来判断,如果两者相差很大,表示电阻位置不正确,需要重新调整。(10-38)
3.3 PID闭环参数
在正确线速度的前提下,分别在满卷径和空卷径时选择合适的P/I/D值,如果满卷径和空卷径选择的数据相差不大,可以共用一组PID参数;如果两者相差很大,可以将两组PID参数都设置进去,然后选择PID调整方式为根据卷径自动调整法。(一组PID时设置参数为10-29/10-30;如果设置两组PID参数,则大卷径参数为10-32/10-33,小卷径参数为10-29/10-30,此功能通过10-28=0/2来选择)。
3.4 参数调试表(欢迎来电咨询 河南广润自动化设备有限公司 网址:www.appwarp.com 手机:15515598858 )
具体参数设置总结参见表1。
表1 具体参数设置
01-00 | 0100H | Max output freq | Hz | 100.00 | ||||||
01-01 | 0101H | Max volt freq | Hz | 50.00 | ||||||
01-02 | 0102H | Max output volt | V | 380.0 | ||||||
01-04 | 0104H | Mid-point volt | V | 8.4 | ||||||
01-05 | 0105H | Min output freq | Hz | 0.10 | ||||||
01-06 | 0106H | Min output volt | V | 6.4 | ||||||
01-09 | 0109H | Accel time 1 | sec | 0.5 | ||||||
01-10 | 010AH | Decel time 1 | sec | 0.5 | ||||||
01-14 | 010EH | Jog freq | Hz | 0.60 | ||||||
02-01 | 0201H | 1st CMD source | 1 | |||||||
02-02 | 0202H | Stop method | 1 | |||||||
04-18 | 0412H | AUI REV motion | 2 | |||||||
04-19 | 0413H | AVI input delay | sec | 0.10 | ||||||
04-21 | 0415H | AUI input delay | sec | 0.10 | ||||||
06-01 | 0601H | OCA stall level | % | 250 | ||||||
06-02 | 0602H | OCN stall level | % | 250 | ||||||
09-00 | 0900H | Comm address | 11 | |||||||
09-04 | 0904H | Comm protocol | 5 | |||||||
10-21 | 0A15H | Tens cntrl sel | 1 | |||||||
10-23 | 0A17H | Mech GearA | 200 | |||||||
10-24 | 0A18H | Mech GearB | 360 | |||||||
10-26 | 0A1AH | Reel PID Ref set | 40.0 | |||||||
10-27 | 0A1BH | Reel PID fbk sel | 0 | |||||||
10-28 | 0A1CH | Reel PID adjust | 2 | |||||||
10-29 | 0A1DH | Reel PID1 P gain | % | 9.0 | ||||||
10-30 | 0A1EH | Reel PID1 I gain | sec | 18.00 | ||||||
10-32 | 0A20H | Reel PID2 P gain | % | 5.0 | ||||||
10-33 | 0A21H | Reel PID2 I gain | sec | 70.00 | ||||||
10-37 | 0A25H | Line speed sel | 3 | |||||||
10-38 | 0A26H | Max line speed | m/m | 1500.0 | ||||||
10-41 | 0A29H | Present Lsp | m/m | 325.5 | ||||||
10-43 | 0A2BH | Max Reel diame | mm | 800 | ||||||
10-44 | 0A2CH | Empty Reel diam | mm | 300 | ||||||
10-52 | 0A34H | Diameter filter | sec | 4.00 | ||||||
10-54 | 0A36H | Present diam | mm | 325 | ||||||
10-66 | 0A42H | ReelPID fbk up | % | 90.0 | ||||||
10-67 | 0A43H | ReelPID fbk low | % | 10.0 | ||||||